鋸條使用注意事項
來源: 本站 時間:2024-11-13 17:48 :11 字體:[大中小]
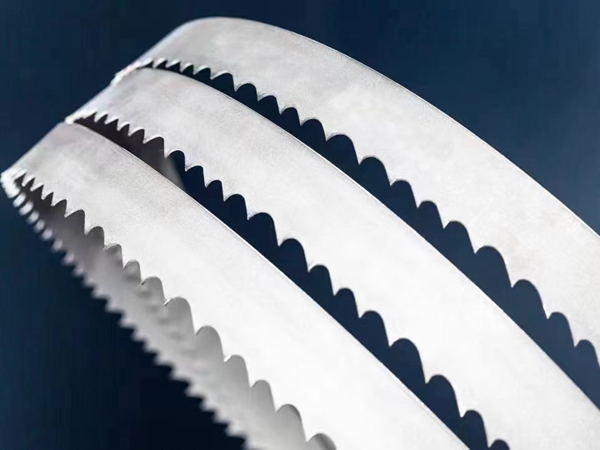
一����、鋸條的安裝
①檢查鋸齒的方向,使鋸切方向與帶鋸床主動輪旋轉方向一致,齒尖朝右或者字面朝外。如齒尖方向錯誤,請從里向外翻轉鋸條��。
②檢查鋸條的齒形與齒數是否與被切削材料的材質與尺寸相符���。
③檢查鋸條安裝的位置是否正確,鋸條的鋸背距從動輪的邊1mm-3mm��。
④調整好鋸條的張緊力,可避免鋸斜,也會延長鋸條的使用壽命��。
⑤注意鋼絲刷的位置,鋼絲刷磨損后及時更換,確保能夠清除掉鋸條上的切削屑���。
二���、新鋸條的磨臺
方法:磨合時降低鋸床進給速度,正常鋸切材料,加長進刀時間。進給速度降低到正常鋸切速度的50%,普通材料磨合時間15-20分鐘,模具鋼磨合1-2小時,材料越硬,磨合時間越長�。鋸條磨合完成后要慢慢增加進給速度到正常范圍,切不可大幅度加速。
注意:型鋼的磨合要為正常速度的10%,因為鋸切型鋼的震動大,容易造成新鋸條的齒尖微崩����。
三����、調節(jié)進給速度和鋸條轉速
①進給速度:鋸削硬材料時,因為不容易吃刀,進給速度調小一點。
②鋸條轉速:鋸切軟材料可用較快轉速,硬材料一定要慢速,材料越硬速度越慢��。
③進給速度與鋸條轉速要匹配才能達到最佳鋸切效果,像材料挖心或者齒裂往往就是兩種速度不匹配導致的��。